The oil deodorization tower is core equipment in the oil refining process, designed to remove off-flavor substances (e.g., free fatty acids, aldehydes, ketones, alcohols, hydrocarbons) from crude oil, while also eliminating trace heavy metals, peroxides and heat-sensitive pigments. It is a key device for the finishing process after oil decolorization and deodorization.
Classified by operation mode, it includes batch-type, semi-continuous and continuous deodorization towers. Among them, continuous deodorization towers (e.g., tray-type, packed-type) are mainstream in large-scale oil processing due to high treatment efficiency and controllable energy consumption. Classified by heating method, it has direct steam heating and heat-conducting oil heating types, adapting to refining line demands with different capacities (50-1000 tons per day).
Working Principle
The oil deodorization tower is based on the vacuum steam distillation principle:
Vacuum environment: A high vacuum (residual pressure usually 2-6 mbar) is maintained inside the tower, which significantly reduces the boiling point of off-flavor substances (e.g., the boiling point of free fatty acids drops from above 260℃ under normal pressure to 180-240℃), avoiding oil oxidation and cracking caused by high temperature;
Steam stripping: Superheated direct steam is introduced into high-temperature (180-250℃) oil. As steam bubbles pass through the oil layer, they form azeotropes with off-flavor substances and carry low-molecular-weight off-flavor components into the gas phase;
Separation and discharge: Off-flavor substances in the gas phase are extracted by a vacuum pump together with steam, removed after condensation and separation, while the deodorized oil is discharged from the bottom of the tower to complete the deodorization process.
Advantages
Thorough deodorization effect: The content of free fatty acids in oil can be reduced to below 0.05%, and the removal rate of off-flavor substances is ≥98%, making the oil meet the sensory standards of national first-grade oil (no off-flavor, pure taste);
Improved oil quality: It simultaneously removes peroxides, trace heavy metals and heat-sensitive pigments, reduces oil acid value and peroxide value, and extends the shelf life of oil;
Controllable energy consumption: Continuous deodorization towers adopt waste heat recovery and staged heating design, with high utilization rates of steam and thermal energy, reducing energy consumption by 30%-40% compared with batch-type ones;
Strong adaptability: Parameters such as vacuum degree, temperature and steam volume can be adjusted to meet the deodorization needs of different oils (soybean oil, rapeseed oil, peanut oil, corn oil, etc.);
Stable operation: Continuous deodorization towers feature high automation and controllable oil residence time, avoiding oil quality degradation caused by local overheating and ensuring good product consistency;
Good environmental performance: The extracted odorous gas can be matched with condensation recovery and incineration treatment systems, without direct emission of harmful gases, complying with environmental protection requirements.
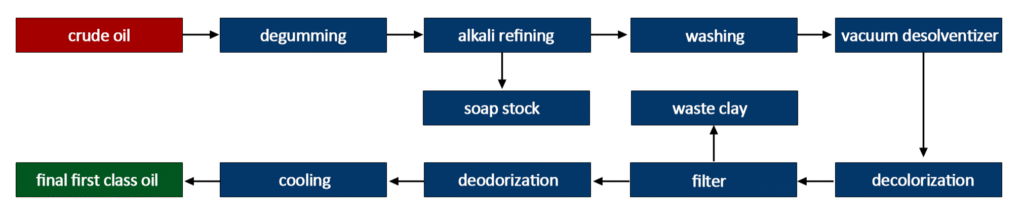
Purpose: To remove phospholipids, proteins, and mucilaginous substances. These impurities can affect oil stability, appearance, and the efficiency of subsequent steps.
Process: The crude oil is pumped into the kettle and heated to a specific temperature (e.g., 60-70°C). A small amount of water or food-grade phosphoric acid is added. Agitation ensures thorough mixing, causing the hydratable gums to coalesce and precipitate. The mixture is then allowed to settle, and the bottom layer of “gum oil foots” is drained off.
Neutralization (Deacidification)
Purpose: To remove Free Fatty Acids (FFA), which are a primary cause of off-flavors and rancidity. This is the most critical step for reducing the oil’s acidity.
Process: The degummed oil is heated to a higher temperature (e.g., 70-90°C). A precisely calculated amount of caustic soda (NaOH solution), known as lye, is added. The lye neutralizes the FFAs, forming soapstock (soap foots). After intense agitation and a long settling period, the heavier soapstock is separated from the neutralized oil and drained.
Bleaching
Purpose: To remove color pigments (e.g., chlorophyll, carotenoids) and residual soap traces.
Process: The neutralized oil is transferred to a bleaching vessel (which can be the same kettle or a separate one). Under a slight vacuum and at elevated temperature (e.g., 90-110°C), it is mixed with an adsorbent material, typically activated bleaching earth (clay). The clay adsorbs the pigments and impurities. The oil is then passed through a filter press to separate the spent bleaching earth, resulting in a clearer, lighter-colored oil.
Deodorization
Purpose: To remove volatile compounds that cause off-flavors and odors, such as aldehydes, ketones, and residual FFAs. This step produces a bland, stable oil.
Process: This is a high-temperature (e.g., 180-260°C), high-vacuum process. The bleached oil is heated in a deodorizer vessel. Live steam is sparged through the oil, which acts as a stripping agent to carry away the volatile odoriferous compounds. After the process is complete, the oil is cooled under vacuum and discharged as the final Refined, Bleached, and Deodorized (RBD) oil.
Note: Depending on the quality of the crude oil and the desired final product, some steps may be modified or omitted. For example, physical refining combines deacidification and deodorization for high-FFA oils like palm oil.
Advantages of Our Refining
High Flexibility and Adaptability
It can easily process different types of crude oils (e.g., peanut, sunflower, specialty oils like olive pomace or avocado oil) by simply adjusting process parameters, without requiring equipment changes.
Ideal for small-batch production and frequent product changeovers, as the system is easy to clean between batches, minimizing cross-contamination.
Low Capital Investment
The equipment is relatively simple, requires fewer vessels, and has a smaller footprint, leading to significantly lower initial setup costs compared to a continuous refining plant.
Operational Simplicity
The process is straightforward and easier to control, requiring less sophisticated automation. It is easier to train personnel on a batch system.
Each batch can be treated as a separate unit, allowing for fine-tuning and easier quality tracking.
Suitable for Poor-Quality or High-FFA Oils
Batch refining is very effective for treating crude oils with high levels of free fatty acids or complex impurities, as the lye concentration and amount can be precisely adjusted for each batch to maximize oil yield.
Easier By-Product Handling
Soapstock and gum by-products are collected in discrete batches, making them easier to manage and process for neutral oil recovery or other uses.
Extractor: This is the heart of the plant. The prepared material (flakes) is conveyed through the extractor where it comes into counter-current contact with the solvent (typically food-grade hexane), dissolving the oil. Common types include:
Rotary Extractor: Compact and known for smooth, efficient operation. A modern standard.
Loop Extractor: Another highly efficient and continuous design.
Belt Extractor: Features a perforated belt to carry the feedstock.
Solvent Circulation System: Includes pumps, pipes, and tanks that circulate fresh solvent and miscella (the oil-solvent mixture) throughout the system.
2. Post-Extraction Recovery Systems
Evaporation System:
First & Second Stage Evaporators: Use indirect heating (steam) to evaporate and recover the majority of the solvent from the miscella.
Stripping Column/Desolventizer: Uses direct steam under vacuum to remove the last traces of solvent and moisture from the oil, producing the final Crude Oil.
Meal Desolventizing System:
DTDC (Desolventizer-Toaster-Dryer-Cooler): Processes the wet meal (the extracted flakes saturated with solvent). It uses steam to vaporize the solvent, toasts the meal to deactivate anti-nutritional factors, and then dries and cools it to produce a stable, high-quality Animal Feed Meal.
Solvent Recovery System:
Condensers: Cool the solvent vapor from the evaporators and DTDC, turning it back into liquid.
Solvent-Water Separator: Uses gravity to separate the condensed solvent from water, allowing the clean solvent to be recycled back to the extractor.
Mineral Oil Scrubber/Vapor Recovery Unit: Captures solvent vapors from vent gases, ensuring minimal solvent loss and meeting environmental standards.
3. The Solvent Extraction Process Flow
The entire process can be summarized in three main stages: Pretreatment → Extraction → Recovery.
Inside, a counter-current flow is established: fresh solvent washes the nearly exhausted flakes, while the strongest miscella (rich in oil) washes the fresh incoming flakes. This maximizes efficiency.
This stage produces two streams:
Miscella: The oil-solvent mixture, sent to evaporation.
Wet Meal: The de-oiled flakes full of solvent, sent to the DTDC.
Solvent Recycling: Solvent vapor from all stages is condensed, separated from water, and returned to the extractor in a closed-loop system.
Advantages of Solvent Extraction
Compared to mechanical pressing, solvent extraction offers significant advantages:
Exceptionally High Oil Yield
This is the primary advantage. Solvent extraction can reduce the oil content in the meal to less than 1%, compared to 5-8% or more in expeller pressing. This dramatically increases overall oil production and economic return, especially for large-scale operations.
Superior Quality Meal (By-product)
The process occurs at relatively low temperatures, preserving the nutritional value of the protein in the meal. The resulting product is a high-quality, valuable ingredient for the animal feed industry.
High Automation and Low Labor Intensity
The plant operates as a continuous, automated system. It requires fewer operators and has lower labor costs compared to batch-based pressing methods.
High Adaptability
It is the only economically viable method for efficiently extracting oil from low-oil-content materials like soybeans and rice bran.
Lower Production Cost per Unit
While the initial capital investment is high, the combination of superior oil yield, high automation, and efficient energy use in modern plants results in a lower cost per ton of oil produced.
Comprehensive Oil Milling Solutions for Diverse Feedstocks
We provide end-to-end oil extraction systems tailored to the distinct properties of various raw materials. Our expertise covers a wide spectrum, including:
Common Oilseeds: Soybeans, Sunflower Seeds, Peanuts, Canola/Rapeseed, Cottonseed
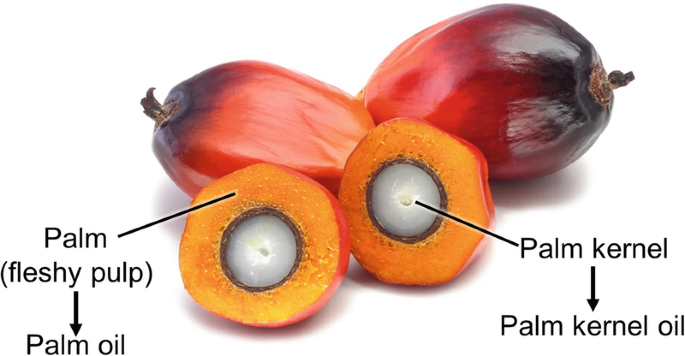
Tropical/Tree Oils: Palm Kernels, Copra (Coconut)
Specialty & Other Seeds: Sesame, Mustard, Castor, Flaxseed, Tea Seed
By-Products: Corn Germ, Rice Bran
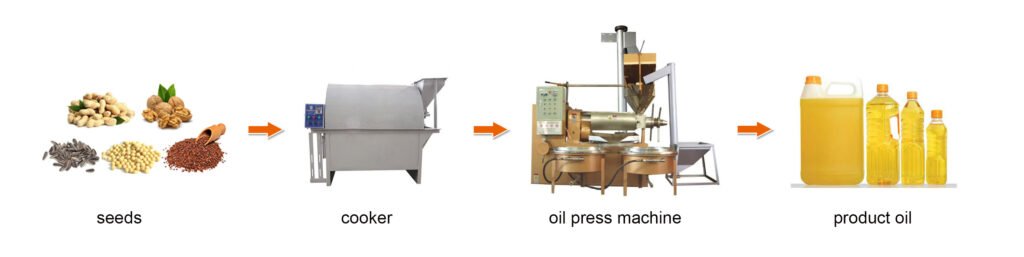
Small Oil Press Line
Medium & Large Scale Oil Production Plant
Physical Pressing Method: Primarily used for high-oil-content seeds (e.g., peanut, sesame, rapeseed) or for oils where flavor retention is desired (e.g., olive oil, fragrant peanut oil).
Characteristics: Lower oil yield, but the oil has a strong, rich flavor and retains more natural nutrients.
Pre-press Solvent Extraction Method: This is the most mainstream and economical method for large-scale production, especially for low-oil-content seeds (e.g., soybean, rice bran).
Flow: Oilseeds → Pre-treatment (Cleaning, Decortication, Flaking) → Pre-pressing (Extracts part of the oil, producing a cake) → Solvent Extraction (Soaking the cake in solvent, e.g., hexane, to dissolve remaining oil) → Miscella → Evaporation & Stripping to recover solvent → Crude Oil
Characteristics: Very high oil yield, cost-effective, but the crude oil must be strictly refined to remove solvent residues.
Oilseed Type
Oil Content (%)
Final Oil Yield (%)
Key Process Notes and Loss Reasons
Soybean
18% – 22%
16.5% – 18.5%
Soybeans are typically processed by Direct Solvent Extraction without pre-pressing due to low oil content. Yield depends on residual oil in meal (<1%) and moisture/impurities in beans.
Rapeseed/Canola
35% – 45%
38% – 42%
The industry standard. Pre-pressed cake (with ~15-18% oil) is solvent extracted to reduce final meal residue to <1%. Losses occur from meal fines and system retention.
Peanut (Kernel)
45% – 55%
44% – 50%
Dehulling is critical. High oil content allows for efficient pre-pressing, but material viscosity can lead to minor solvent extraction residues.
Cottonseed
15% – 25%
15% – 20%
Requires delinting and dehulling. Hulls constitute ~40% of weight; failing to remove them drastically reduces yield and increases solvent consumption.
Sunflower Seed (Kernel)
45% – 50%
43% – 48%
Dehulling is essential. Pressing with hulls absorbs significant oil, severely reducing yield. Efficiency is very high when processing kernels.
Rice Bran
15% – 20%
13% – 17%
Must be stabilized immediately after milling to deactivate lipase enzymes. Without fresh processing, rapid rancidity leads to high oil losses and poor quality.
Corn Germ
30% – 35%
29% – 33%
Germ is a by-product of corn milling. The purity of the germ impacts the effective oil content. This method provides stable and efficient extraction.
Flaxseed/Linseed
35% – 45%
36% – 42%
Seeds have a mucilaginous coat. Pre-conditioning must carefully control moisture and temperature to break structure for efficient oil release and solvent percolation.
Sesame Seed
50% – 55%
48% – 53%
While highly efficient, this method is less common for food-grade sesame oil, which is often pressed for flavor. The theoretical yield, however, is very high.
Camellia Seed
40% – 50% (kernel)
35% – 42% (on dry seed)
Dehulling is necessary. Traditional methods involving shells lead to lower yields. Advanced dehulling and this efficient process significantly improve recovery.
Degumming: Removes phospholipids and other gum-like impurities.
Deacidification (Neutralization): Uses an alkali solution to neutralize free fatty acids.
Bleaching: Uses bleaching clay (e.g., activated earth) to adsorb pigments, residual soaps, and trace metals.
Deodorization: Uses high-temperature steam under high vacuum to distill off volatile compounds, off-flavors, and free fatty acids.
(Optional) Winterization/Dewaxing: Cooling and filtration to remove waxes and saturated fats, preventing clouding or solidification at low temperatures. suitable for palm oil, sunflower seed oil, cotton seed oil……
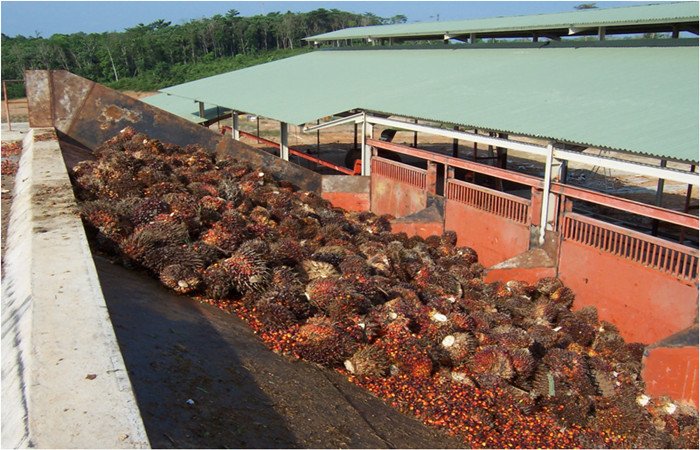
The extraction of Crude Palm Oil (CPO) from Fresh Fruit Bunches (FFB) is a complex and integrated industrial process. The following is a detailed, step-by-step breakdown of the pressing and extraction stages.
Purpose: To receive and prepare raw material for processing
Process: FFBs are transported to the mill and weighed. They are then offloaded into loading ramps.
Quality Control: Bunches are inspected for over-ripeness, under-ripeness, and excessive dirt. Immediate processing is crucial to prevent a rise in Free Fatty Acids (FFA) due to enzymatic activity.
2. Sterilization
Purpose: To halt enzymatic degradation (which increases FFA), soften the fruit mesocarp, and loosen the fruits from the bunch. It also preconditions the nuts for later steps.
Equipment: Large horizontal or vertical sterilizer vessels (cages).
Process: FFBs are fed into the sterilizers. High-pressure steam (2.5 – 3.5 bar, 140°C) is injected for a defined time (60-90 minutes). The steam condenses on the bunches, heating them uniformly.
Key Outcome: Fruits are easily detached from the bunch, and lipase enzymes are deactivated.
3. Threshing (Stripping)
Purpose: To separate the sterilized fruits (palm fruitlets) from the empty fruit bunches (EFB).
Equipment: Rotary drum thresher or beater drum thresher.
Process: The sterilized bunches are fed into the rotating drum. The impact from the rotating beats knocks the fruitlets off the bunch.
Outputs:
Loose fruitlets are conveyed to the next stage.
Empty Fruit Bunches (EFB) are expelled as a by-product, often used as organic mulch or as fuel for the boiler.
4. Digestion (Mashing)
Purpose: To break open the oil-bearing cells in the fruit’s mesocarp (flesh) and loosen the pericarp from the nuts. This creates a uniform mash or pulp.
Equipment: A vertical or horizontal digester (a steam-heated vessel with stirring arms).
Process: The loose fruitlets are heated (90-95°C) and continuously stirred by the rotating arms. This action ruptures the oil cells and separates the pulp from the nuts, forming a thick oil mash.
Key Outcome: A homogeneous mixture of oil, water, pulp fibre, and nuts is formed, ready for extraction.
5. Pressing (Extraction)
Purpose: To mechanically extract the crude palm oil from the digested mash.
Equipment: Continuous screw presses (single or double cage presses).
Process: The hot mash is fed into the press. A rotating screw conveyor pushes the mash through a perforated cylindrical cage. Increasing pressure along the length of the screw squeezes out the oil mixture.
Outputs:
Press Liquor: A mixture of crude oil, water, and fine solid impurities (cell debris). This is sent for clarification.
Press Cake: A moist solid residue consisting of fibres and palm nuts. This cake is sent to the depericarper for nut/fibre separation.
6. Clarification and Purification
Purpose: To separate the pure crude palm oil (CPO) from water and solid impurities in the press liquor.
Process:
Screening: The press liquor first passes through a vibrating screen or hydrocyclone to remove coarse solids.
Settling Tank (Continuous Clarification Tank): The screened liquor is pumped into a large, heated tank where it is held for several hours. Oil, being lighter, rises to the top, while water and sludge settle at the bottom.
Filter: After sedimentation, the oil enters the filter press for further purification to remove fine impurities.
Vacuum Drying: The cleaned oil from the filter is passed through a vacuum dryer to remove any residual moisture (< 0.1%).
Outputs:
Crude Palm Oil (CPO): The main product, stored in tanks for shipment to refineries.
Sludge: Sent to a recovery system to extract remaining oil. The final effluent is treated as Palm Oil Mill Effluent (POME).
Sunflower seeds are the fruit of the sunflower (Helianthus annuus) and serve as a crucial oil-bearing material. The kernel has an exceptionally high oil content, ranking among the highest of major vegetable oil sources.
Key Specifications: Sunflower seeds typically contain over 50% fat, approximately 23% protein, and about 10% carbohydrates. Oil-type sunflower seeds have a high kernel rate of 65%-75%, with a kernel oil content generally between 45% and 60%, making them the ideal raw material for oil extraction.s.
A complete sunflower oil production line primarily consists of three stages: Pre-pressing, Refining, and the specialized Dewaxing section. The table below details the steps and equipment functions for each stage.
Section
Process Step
Key Equipment
Equipment Function
Pretreatment & Pressing
Cleaning & Impurity Removal
Cleaning Sieve, Destoner
Removes impurities like sand, stones, broken shells, and stalks using vibration and specific gravity differences. Protects downstream equipment and improves oil yield & quality.
Shelling & Kernel-Shell Separation
Sheller, Huller
Cracks and separates the hard outer shell from the edible kernel. Some processes may include decoritication to remove the seed coat.
Flaking & Cooking
Flaking Rolls, Cooker
Flaking ruptures the oil cells, while cooking conditions the meal by adjusting temperature and moisture, preparing it for efficient oil extraction.
Pressing
Screw Press
Mechanically squeezes the oil out of the prepared sunflower meal under high pressure to produce crude oil.
A multi-stage process to purify the oil: • Degumming: Removes gums & phospholipids. • Deacidification: Neutralizes free fatty acids. • Bleaching: Adsorbs color pigments. • Deodorization: Strips off volatile compounds and odors, producing a neutral, stable oil.
Dewaxing (Specialized)
Crystallization & Filtration
Winterizing Tank, Crystallizer, Filter Press
Cools the oil under controlled conditions to crystallize waxes, which are then removed by filtration. This prevents cloudiness in the final oil at low temperatures and enhances clarity.
Technology Process Specification
Section 1: Pre-treatment & Pressing — From Raw Material to “Crude Oil”
The objective of this section is to extract the maximum amount of oil from the raw sunflower seeds, producing “Crude Oil.”
1. Cleaning & Impurity Removal
Purpose: To remove various impurities mixed with the raw material, such as sand, dust, metal fragments, stalks, and immature or moldy seeds.
Detailed Process: The seeds first pass through a Vibrating Screen to remove large and small impurities based on particle size. They then go through a Destoner, which uses airflow and vibration to separate heavier materials like stones and metals based on density differences. A Magnetic Separator removes ferrous metals. This step is fundamental for protecting downstream equipment, improving oil yield, and ensuring oil quality.
2. Shelling & Kernel-Shell Separation
Purpose:To remove the hard outer shell of the sunflower seed.
Detailed Process: The cleaned seeds enter a Sheller (typically centrifugal or impact type), where high-speed rotating discs or impact forces crack and separate the hulls. The resulting mixture of kernels and shells is fed into a Kernel-Shell Separation System. This system uses an Air Aspirator (which exploits differences in density and suspension velocity) and Vibrating Screens to separate the lighter shell fragments from the heavier kernels. Shelling is critical because the shell has negligible oil content but absorbs oil, reducing overall yield. Furthermore, excessive shells impair the quality of both the oil and the meal cake.
3. Flaking
Purpose: To alter the physical structure of the sunflower kernels.
Detailed Process: The separated kernels pass through Flaking Rolls, where they are pressed into thin, uniform flakes. This process ruptures the oil cells within the seed structure, significantly increasing the surface area and reducing resistance for oil extraction during the subsequent cooking and pressing stages.
4. Cooking / Conditioning
Purpose: To condition the flaked material for optimal oil extraction.
Detailed Process: The flakes are conveyed into a Cooker where they are heated and stirred under controlled temperature and moisture conditions. This is a crucial biochemical preparation step:
Ruptures Cell Walls: Completes the destruction of oil cells, causing the oil to coalesce.
Denatures Proteins: Coagulates proteins, reducing their ability to bind with oil and thereby increasing yield.
Adjusts Plasticity: Adjusts the hardness and plasticity of the material to the ideal consistency for pressing.
5. Pressing
Purpose: To mechanically squeeze the oil out of the conditioned meal.
Detailed Process: The cooked meal is fed into a Screw Press. Inside the press cage, the meal is conveyed forward by a rotating screw shaft. The volume gradually decreases, creating extremely high pressure. Under this combination of heat and pressure, the oil is forcibly expelled and flows out through the slots in the press cage, resulting in “Crude Oil.” The solid residue is compressed into a hard “Press Cake,” which is discharged from the outlet. The crude oil is then preliminarily filtered to remove large meal particles.
You can also add the extraction section for more oil from the pressed cake.
Section 2: Refining — From “Crude Oil” to “Edible Oil”
Crude oil obtained from pressing contains numerous impurities and cannot be consumed directly. Refining is a continuous physico-chemical purification process.
1. Degumming
Purpose: To remove gum-like impurities, primarily phospholipids.
Detailed Process: A small amount of hot water or food-grade phosphoric acid is added to the crude oil. Under agitation, the phospholipids hydrate, swell, and coagulate. A High-Speed Centrifuge then separates the coagulated gums from the clean oil. Degumming prevents the oil from smoking at high temperatures, foaming, and improves its stability.
2. Deacidification (Neutralization)
Purpose: To remove Free Fatty Acids (FFA).
Detailed Process: This is a core step in refining. The most common method is Chemical Refining (Alkali Neutralization). A precisely measured amount of alkali (typically sodium hydroxide) is added to the oil. It neutralizes the FFAs, forming “soapstock.” The soapstock also absorbs other impurities like pigments and residual gums. The mixture is then separated again using a High-Speed Centrifuge. This step directly determines the oil’s acidity (FFA content) and is crucial for taste and shelf life.
3. Bleaching
Purpose: To remove color pigments (e.g., chlorophyll, carotenoids) and improve oil clarity.
Detailed Process: The oil is heated and transferred into a Bleaching Vessel under a vacuum. Bleaching Earth or Activated Carbon is added, which has a strong adsorptive capacity. These agents effectively adsorb pigments, residual soaps, and phospholipids. After thorough mixing, the spent adsorbent is separated from the oil using a Filter Press, resulting in clear, transparent oil.
4. Deodorization
Purpose: To remove volatile compounds that cause off-flavors and odors.
Detailed Process: The oil is heated to a high temperature (typically >220°C / 430°F) and enters a Deodorizer Tower under a high vacuum (very low absolute pressure). Steam is sparged through the oil. The volatile odoriferous molecules (e.g., aldehydes, ketones, oxidation products) are stripped away by the steam due to the high temperature and vacuum. Deodorization is the definitive step for the final flavor and quality of the oil, eliminating all undesirable odors from the raw material and processing, resulting in a pure, neutral-tasting oil.
Sunflower oil, particularly from certain varieties, contains small amounts of wax. These waxes crystallize at low temperatures, causing the oil to appear cloudy, which is undesirable for consumers.
Purpose: To remove waxes, ensuring the oil remains clear and bright even when stored at low temperatures.
Detailed Process: The deodorized oil is slowly cooled to a specific low temperature (e.g., 5-10°C) and held there for a period known as crystallization or “winterization.” This allows the tiny wax crystals to grow and agglomerate. Subsequently, the crystallized waxes are completely removed using Precision Filtration Equipment (e.g., Plate & Frame Filter, Winterizing Filter), producing a Fully Refined, Winterized Sunflower Oil.
After all these steps, the final product is a sunflower oil that is clear, bright, has a neutral flavor, and is highly stable, meeting the standards of premium edible oil.